English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


Aluminum profiles are aluminum materials with different cross-sectional shapes obtained by hot melting and extrusion of aluminum rods. The production process of aluminum profiles mainly includes three processes: casting, extrusion, and coloring (coloring mainly includes oxidation, electrophoretic coating, fluorocarbon spraying, powder spraying, etc.).
Aluminum materials are extremely unstable in the air and can easily form oxide films that are difficult to recognize with the naked eye. Due to the different processing methods for aluminum parts, such as casting, direct cutting from extruded sheets, mechanical precision processing, or heat treatment or welding after different processes, the surface of the workpiece will present different states and varying degrees of dirt or marks. Therefore, in the pre-treatment process, the pre-treatment process must be selected based on the actual situation of the workpiece surface. In the pretreatment process, attention should be paid to: although the natural oxide film on the surface of the fine machined parts is only initially formed, the unmachined surface is left with an excessively thick oxide layer formed during the casting process, and a layer of oily sintered coke is formed before the workpiece is transferred to the heat treatment or welding process. The treatment precautions are as follows:
(1) The problems to be noticed in the pretreatment process of fine machined parts: although the natural oxide film on the surface of fine machined parts has just formed and is easy to remove, it is greasy, especially in and around the eyelet (added due to lubrication needs during machining). Such parts must be cleaned with organic solvent first. If you directly use alkali, it is not only greasy and hard to remove, but also the fine machined surface can not withstand strong alkali corrosion for a long time, The result will also affect the roughness and tolerance fit of the workpiece surface, which may eventually become a waste product.
(2) The issues that need to be noted in the pre-treatment process of casting molded parts. Not all surfaces of cast parts have undergone mechanical processing. Unmachined surfaces have an excessively thick oxide layer formed during the casting process, and some even contain sand layers. At this time, the original oxide film in this area should be removed first using machining or sandblasting methods, or processed after alkali washing. Only in this way can the original oxide layer in the unprocessed area be removed and the tolerance dimensions of the machined area be avoided from changing.
(3) During the pre-treatment process of workpieces that have undergone heat treatment or welding, attention should be paid to the following issues: according to the process requirements, the workpieces need to be cleaned with organic solvents before being transferred to the heat treatment or welding process to remove surface oil stains. However, currently, this is generally not possible. Therefore, a layer of oily and sintered coke is formed on the surface of the workpieces, which is difficult to remove in organic solvents. If soaked in alkaline solution, it will cause local corrosion, Produce pitting or unevenness, seriously affecting product quality. Soak this layer of coking material in concentrated nitric acid to soften it. After the coking material is softened, rinse it slightly in alkaline solution to completely remove it.
1、 Residual air caused by long rod hot shear
The shear surface formed during the thermal shear of the column rod is absolutely not perfect or vertical. Simple long rod hot shearing of industrial aluminum profiles can cause severe bending of the column bars, resulting in elliptical cross sections and extremely large rounded corners at one end of the aluminum profile. Even with the new type of long rod hot shear, the edge angle of the sheared column always produces chamfers, which are good places for air residue.
Solution: Conduct standard inspections on aluminum rods and resolutely eliminate unqualified aluminum rods.
2、 Upsetting caused residual air
Upsetting resulted in residual air. Only when the diameter of the cylinder containing aluminum ingots is larger than the diameter of the rod can the rod be placed inside the cylinder containing aluminum ingots. After applying pressure to the column inside the aluminum ingot cylinder, which causes the column to expand to the diameter of the ingot cylinder, the gas carried must be discharged. If the gas is not discharged, it will remain in the aluminum ingot and become bubbles.
Solution: Configure extrusion gaskets based on the minimum size of the inner lining of the extrusion cylinder, regularly replace the extrusion cylinder, inspect the corrosion and washing of the extrusion cylinder and the extrusion pad, measure the inner and outer diameter of the extrusion cylinder, and configure appropriate extrusion gaskets; Clean the extrusion cylinder once per shift with cleaning pads and regularly perform corrosion cleaning on the extrusion cylinder.
3、 The connection of two aluminum rods leads to residual air
Due to the connection of two aluminum rods, air residue was caused. Because the surface of the two short rods is basically flat, the probability of carrying air in is very small. The quality of sawing directly affects the amount of air carried between two short rods. At present, there is a high-tech that can prevent two short rods from connecting and eliminate the possibility of air entering.
Solution: Determine a reasonable length of aluminum rod based on process parameters such as the unit weight of the profile and the number of discharge pieces.
Aluminum profiles are divided into:
1. Industrial aluminum profiles: mainly used for aircraft, trains, industrial radiators, automobiles, electrical appliances, etc.
2. Aluminum alloy building profiles: mainly used for building doors and windows, curtain walls, indoor and outdoor decoration, and aluminum profiles for building structures.
Aluminum profiles are divided into:
1. Anodized aluminum material: The surface of the profile is anodized, electrolytic colored, or organic colored.
2. Electrophoretic painted aluminum material: The surface of the profile is treated with a combination of anodizing and electrophoretic painting.
3. Powder sprayed aluminum material: The surface of the profile is coated with thermosetting organic polymer powder.
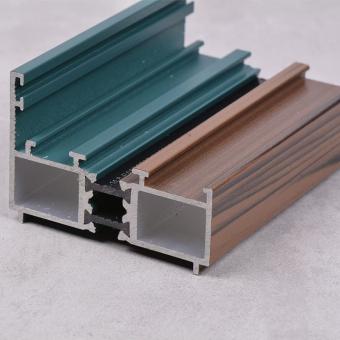
4. Fluorocarbon paint spraying aluminum: the profile surface is coated with Polyvinylidene fluoride paint. At present, the commonly used insulation profile is a type of aluminum alloy profile that adopts strip through or casting composite.
Key indicators:
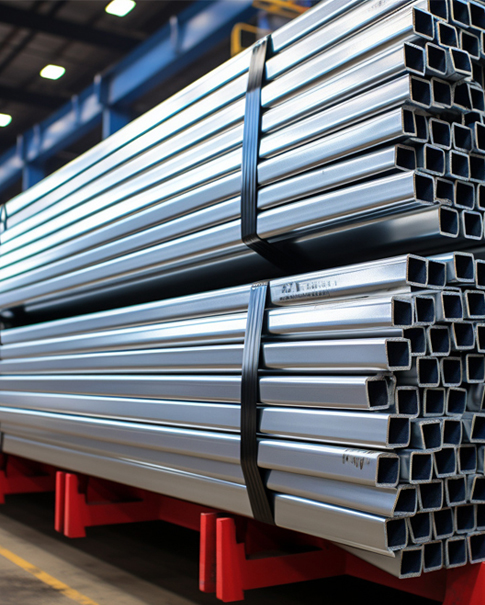
1. Appearance quality: The surface of anodized profiles should not have defects such as electric burns or oxide film detachment that affect their use; The paint film of electrophoretic, powder, and fluorocarbon profiles after painting should be uniform, neat, smooth, and free from defects such as wrinkles, cracks, bubbles, flow marks, inclusions, and paint film detachment that may affect their use. However, local absence of film is allowed within 80mm of the profile end. The appearance quality of aluminum alloy building profiles affects the decorative effect of buildings. Therefore, the surface of factory profiles must be covered with film to avoid surface scratches, bumps, and corrosion during transportation and stacking. Some aluminum alloy building profiles in the market have water like and moldy spots in their inner cavities, reflecting defects in the production process.
2. Wall thickness: The wall thickness of profiles is one of the main factors affecting the strength of processed parts, and the main profile is the load-bearing part in engineering. For example, the small nominal wall thickness of the main profile of the outer window should not be less than 1.4mm
3. Film thickness: The surface corrosion resistance of extruded aluminum alloy profiles is not strong, and surface treatment is necessary to increase the corrosion resistance, wear resistance, and aesthetic appearance of the aluminum material. The film thickness levels of anodized aluminum materials are divided into AA10, AA15, AA20, and AA25. The film thickness levels of electrophoretic painted aluminum materials are divided into A.B.S. The coating thickness on powder sprayed aluminum decorative surfaces is ≥ 40um in small areas, and the coating thickness on fluorocarbon painted aluminum decorative surfaces varies depending on the type of coating. The average film thickness of the second coating is ≥ 30um, the average film thickness of the third coating is ≥ 40um, and the average film thickness of the fourth coating is ≥ 65um
4. Chemical composition and mechanical properties: The chemical composition and mechanical performance technical parameters of aluminum alloy profiles vary depending on their brand and supply status. Customers need to check them one by one against the standards (contracts).
5. Color and color difference: Different grades and supply states of alloys have differences in color and color difference. It is recommended to fully consider the impact of color and color difference inconsistency on the building structure when selecting alloy grades and supply status.
6. Salt spray corrosion resistance, abrasion resistance, weather resistance, mortar resistance, etc.: These are important technical parameters of aluminum alloy profiles, reflecting their performance and affecting their use.



 IPv6 network supported
IPv6 network supported